Flywheel axial runout. Face runout (axial eccentricity) of the Flywheel 2019-01-18
JIMS Flywheel Runout Inspection Gauge Tool Kit
I believe that is what caused the runout. Lay the flywheel mounting surface on something flat and run a dial indicator from one side to the other. The difference between the lower and higher measurements taken at all four points not be more than. Is 2 thousands an acceptable runout? Note: this runout must be controlled on any cross section along the reference surface. Set the to read 0. Install the 3 and make an adjustment of the universal attachment 4 so it makes contact as shown. Bore Runout Radial Eccentricity Of The Flywheel: Checking Bore Runout Of The Flywheel 1 7H1945 Holding Rod.
Flywheel runout
My book says the max runout should be. The gauge to check this part for total runout would also be nearly identical as the normal runout gauge. Questions: Is it acceptable to use shims to correct for runout. This flywheel was lightly cut once so it already provides space for a Moss seal. Several different styles in the 40-70 pound range.
Bore Runout (radial eccentricity) of the Flywheel
If the point of intersection is in the range marked Acceptable the bore is in alignment. Practical Machinist is the easiest way to learn new techniques, get answers quickly and discuss common challenges with your peers. Are you talking about hard spots? Example: An axle is normally under high stress and needs to fit evenly in a bushing not shown. Total runout controls both the amount of variation in the surface as the part is rotated, but the amount of variation in the axial dimension. Readings of circular run-out obtained using dial indicators are: Section Plane -1: Max:1. Whenever I do brakes or flywheels I always mount or dial on the mounting surfaces.
Runout Tolerence Re Facing Flywheel
I turned my own in my lathe, it was out of an 8 tonne truck, I did it as no shop would do it because of the cracks in it. The difference between lower and higher measurements taken at all four points must not be more than 0. The rule was to simply measure what that depth from the pressure plate mounting face, down to the un-worn outer portion of the clutch face, and maintain that, by taking a cut from the mounting flange as well, after taking whatever was needed to clean up the clutch face. However, a rotating shaft may be less tolerant than radial run-out since the centre of gravity is displaced by the amount of run-out. With ceramic tooling I prefer silicon whisker reinforced ceramic because of the sharper edge , and not too high of a cutting speed, the hard spots do come out about half a thou high. The part is then rotated around this axis and the variation is measured using the height gauge held perpendicular to the part surface.
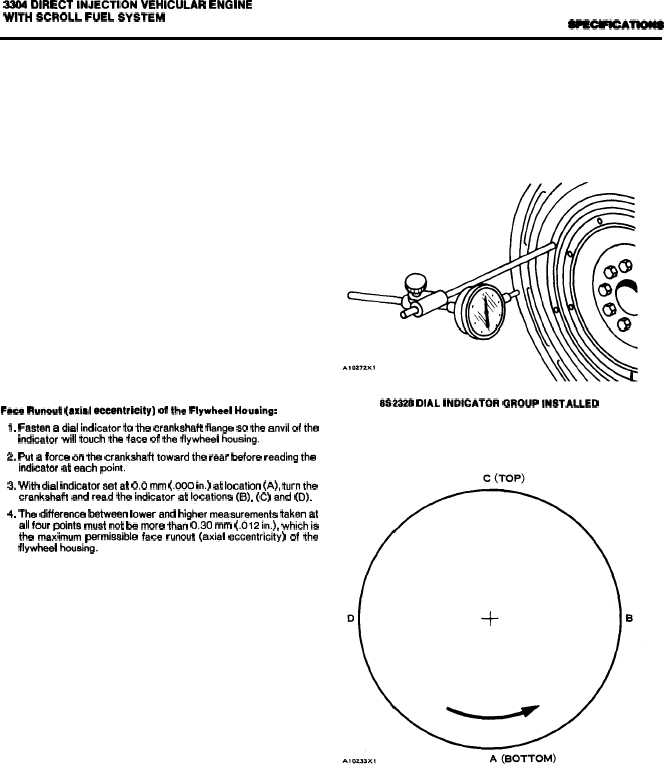
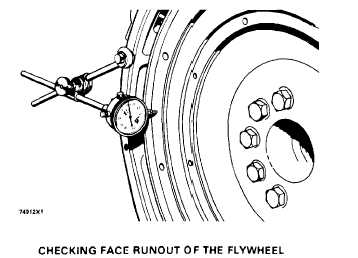
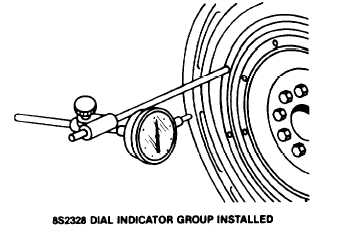
Face runout (axial eccentricity) of the Flywheel

I'd kinda hate to bore out the flywheel if the problem really was the crank. I would think that would suffice? Turn the flywheel and read the indicator every 90 degrees. The Factory Five Forum is not connected in any way to Carroll Shelby. This total process i am telling is regarding turbine rotor run-out only. Two similar versions Runout is a relation of surface to datum surface or surface to datum axis.
FLYWHEEL HOUSING RUNOUT

Runout can be called out on any feature that is rotated about an axis. It is essentially a control of a circular feature, and how much variation it has with the rotational axis. The disc will wear a groove in the input shaft over time and create rough clutch operation as the disc will hang up on the resulting grooves in the spline. To control how much wobble this part will have runout is used to ensure that the smaller diameter surface is relatively controlled to datum surface A. For the cost a automotive machine shop charges for properly surfacing a flywheel there is no way in hell I would do it in my shop. Put a force on the crankshaft toward the rear before reading the indicator at each point. From top to bottom and side to side in a straight line.
Flywheel Runout? Page: 1

As long as the gauge does not vary by more than the runout tolerance, the part is in spec. I guess plenty of people think they can manage a flywheel as long as they can fit it in the chuck but in my book a runout of 12 thou is not really machining, just a hack job. Write the measurement in the chart. If I remember correct, the spokes would be smacked close to the hub. Well yes, but depends on how it is done.
Flywheel runout
They do have a nice web site presentation - but so what. Flywheel axial runout is usually measured from just inside the pressure plate mounting holes unless a manufacturer states otherwise. Your at risk of damaging the crank and bearings. It is measured by placing a gage on the part, and rotating the part through 360 degrees. Adjust the dial indicator to 0 zero. You remain solely responsible for the content of your messages, and you agree to indemnify and hold us harmless with respect to any claim based upon transmission of your message s. My guess would be someone stuck a throwout bearing in backward, wrong throwout bearing or hasn't adjusted the clutch properly.
runout

Sorry to be the bearer of sad news but I would just replace it since the resultant damage will be much more expensive. With rotary table mill arrangement, just grind until flat. Things like large pump shafts, transmission shafts, and complex gears all are cases where total runout is used. Not sure how I'd deal with a wobbly flywheel. StuartIt's not a lot worse than the first pass cut off a hot rolled bar. Then play with the flywheel a little and see what else turns up.